Production Information: Circlips and Snap Rings
Introduction to Retaining Rings
Circlips and snap rings are a family of fasteners known as retaining rings. Their primary function is to secure components onto shafts or within bores, preventing axial movement. They are critical in many mechanical assemblies, from automotive gearboxes to consumer electronics. While the terms "circlip" and "snap ring" are often used interchangeably, they both refer to internal (for bores) and external (for shafts) rings made from resilient materials, typically spring steel.
Material Selection
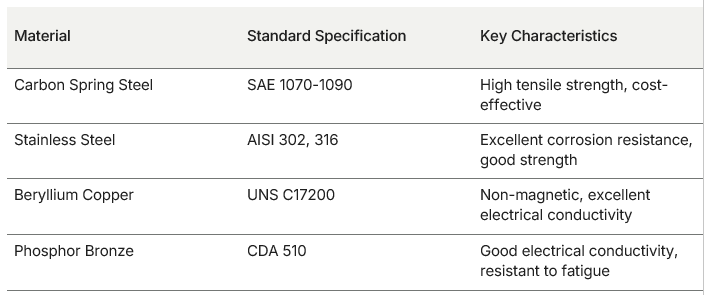
The performance and application of a retaining ring are heavily dependent on the material used, which must provide the necessary spring force and durability.
The table below outlines common materials and their characteristics:
Manufacturing Process
The production of circlips and snap rings involves several precise steps to ensure they meet stringent dimensional and performance specifications.
1. Stock Preparation
The process typically begins with high-quality wire or strip stock of the selected material. The stock must be free of defects and have a consistent cross-section.
2. Forming (Stamping or Coiling)
Depending on the ring type (stamped vs. coiled) and volume, two primary forming methods are used:
- Stamping (for most standard circlips):
- A press with a precision die cuts the rough ring shape from the strip stock.
- Subsequent operations (blanking, piercing, trimming) are performed to create the lug holes and gap geometry.
- This method is fast and cost-effective for high volumes.
- Key consideration: Grain direction must be optimized to maximize fatigue life.
- Coiling (for heavy-duty or non-standard rings):
- Wire stock is fed into a specialized coiling machine.
- The machine precisely winds the wire into a spiral or helix and then cuts the individual rings.
- This method results in rings with a uniform cross-section and minimal material waste.
3. Deburring and Tumbling
After forming, all rings must be deburred to remove sharp edges and flashing that could compromise their function or safety. Mass finishing techniques like vibratory or barrel tumbling are commonly used.
4. Heat Treatment
Heat treatment is the most critical step for achieving the required mechanical properties, primarily the spring action.
- The formed rings are heated to a specific temperature (e.g., 800°C for carbon steel).
- They are then quenched in oil or water to lock in the hardness (Martensitic structure).
- Finally, a tempering process reduces brittleness and establishes the final required resiliency and hardness (typically Rockwell C 48–53).
5. Surface Finishing
A surface coating is often applied for corrosion protection, lubrication, or aesthetic purposes. Common finishes include:
- Phosphate (Black Oxide)
- Zinc Plating
- Cadmium Plating
- Mechanical Galvanizing
6. Final Inspection and Packaging
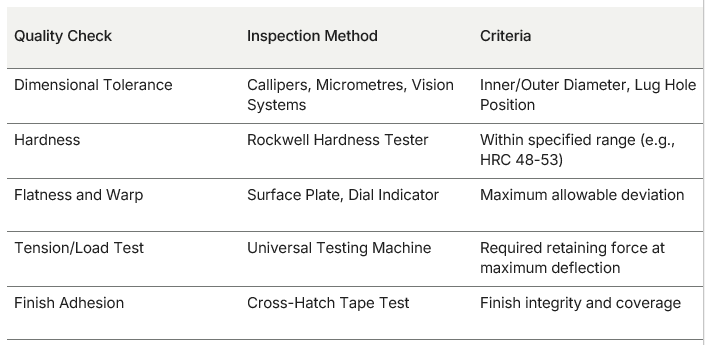
Rings undergo rigorous quality checks before packaging.
A final checklist for quality control is summarised below: